
While hosting a visiting client last week, I was asked a pointed question—one that often arises among procurement professionals: "Many manufacturers now use a single-step molding process for MC4 PV cable assemblies; why do you insist on a two-step process involving separate inner and outer molds? No wonder your prices are higher."
That interaction really resonated with me. Many people see only the "extra step" and the resulting higher costs, failing to realize that this seemingly "superfluous" process is precisely what ensures the outdoor durability, waterproofing, stability, and low failure rate of PV cable assemblies. To address this, I have outlined the reasons—based on technical principles and real-world PV application scenarios—why we insist on the two-step molding process rather than opting for cheaper single-step overmolding.
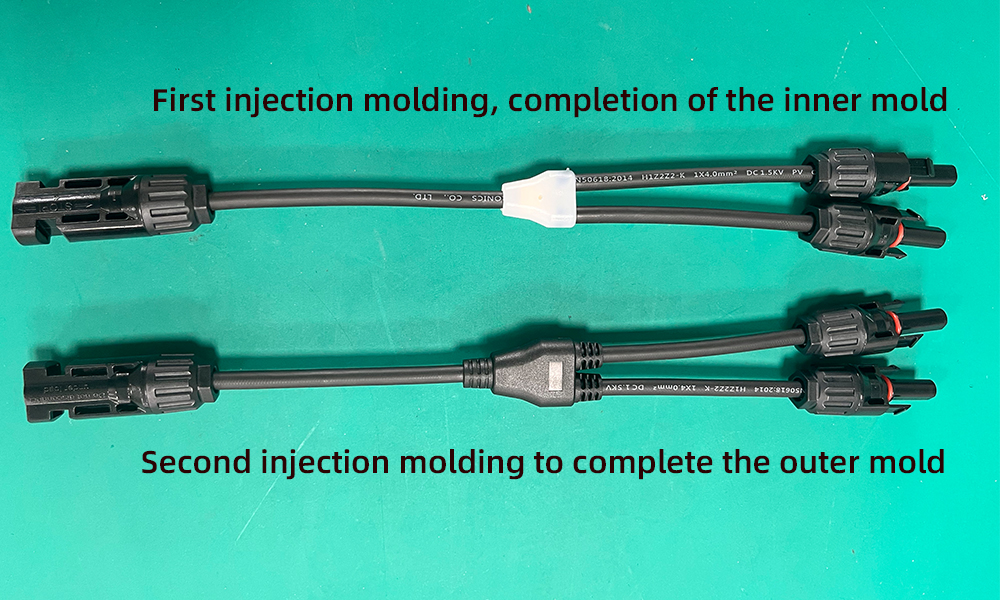
Two-stage molding using inner and outer molds—also known as stratified overmolding or dual-layer injection molding—involves two distinct injection steps: first forming the inner mold, then the outer mold. This differs from the "single-shot" overmolding process common in the market. Widely used for high-end plugs, connectors, new energy wire harnesses, and power cables, this process is designed to eliminate common defects associated with single-shot thick-wall molding, such as shrinkage, air bubbles, poor sealing, and structural imperfections.
1. Complete Process Flow
Step 1: Inner Mold Injection (Base insulation layer)
Conductive inserts—such as metal terminals, copper pins, and wire cores—are precisely positioned within the inner mold cavity. Rigid materials like PP, PC, or PA66 are injected to fully encapsulate the metal terminals; upon cooling, this forms the semi-finished inner mold component.
Key functions of the inner mold:
① Firmly secures metal terminals, preventing displacement or loosening;
② Provides the primary layer of insulation, ensuring electrical safety;
③ Distributes the total overmolding thickness, preventing issues like shrinkage, sink marks, air bubbles, and short shots that often occur with single-shot thick-wall molding.
Step 2: Outer Mold Injection (Outer protective layer)
The semi-finished inner mold component serves as the insert for the outer mold. A second injection process applies soft materials (e.g., TPE, TPU) or compatible rigid materials to fully encapsulate the inner structure. After cooling and demolding, the result is a finished product featuring a three-layer composite structure: metal terminal / inner rigid mold / outer soft mold.
2. Key Advantages of Two-Stage Molding vs. Single-Shot Molding
① Eliminates molding defects: By distributing the wall thickness across layers, it thoroughly resolves issues common to single-shot thick-wall molding—such as shrinkage, sink marks, voids, and cracking—significantly improving both product appearance and structural stability.
② Superior waterproof sealing: The dual-layer structure creates staggered, layered seals that block gaps and prevent water ingress, making it perfectly suited for outdoor applications requiring high levels of waterproofing. ③ Lower cost of waste: If a defect occurs in the inner mold, it can be discarded individually without scrapping the entire batch—including the metal terminals. While this adds an extra processing step, it actually reduces waste of high-end materials.
④ More rational functional division: The inner layer focuses on insulation, positioning, and stability, while the outer layer prioritizes wear resistance, weatherability, waterproofing, and protection, thereby balancing electrical safety with outdoor performance requirements.
The operating environment for photovoltaic (PV) cable assemblies differs significantly from that of standard indoor wiring. Most PV power plants are deployed outdoors, exposed to prolonged sunlight, extreme diurnal temperature fluctuations, harsh seasonal weather, and conditions requiring long-term, maintenance-free operation. These products must continuously withstand high-temperature exposure, freezing cold, heavy rain, and wind-blown sand, placing extremely high demands on insulation, sealing, weather resistance, and stability. Any failure—such as cracking in the connector overmolding, water ingress, or a breakdown in insulation—can lead to issues ranging from electrical leakage and unstable power generation to module array failure, system shutdowns for repairs, or even serious safety hazards. Our overmolding process is specifically engineered to meet these outdoor PV operating conditions: the inner layer establishes a robust foundation for insulation safety, while the outer layer creates a strong line of defense against the elements, providing comprehensive, dual-layer protection.
Objectively speaking, a single-step overmolding process does indeed reduce costs associated with labor, production stages, tooling, and time, resulting in a lower unit price—making it the mainstream choice for many low-cost products. However, every industry follows a fundamental rule: while process simplification is visible, the hidden trade-offs—such as downgraded raw materials, compromised structural integrity, and reduced performance—are not immediately apparent. Single-step molding of thick layers has inherent technical limitations; excessively thick material is prone to internal voids, uneven shrinkage, and latent micro-cracks. These defects are often invisible to the naked eye upon leaving the factory but are rapidly exacerbated by long-term exposure to harsh outdoor conditions—such as intense sunlight, thermal cycling, and rain—leading to issues like casing cracks, water ingress, insulation degradation, and terminal oxidation, ultimately causing power plant failures. Although a two-step molding process appears to increase production costs, it effectively preempts future issues such as the need for rework, equipment failure, safety hazards, and damage to the company's reputation. We do not manufacture low-cost, high-volume products for short-term gain; instead, we focus on producing highly stable wire harnesses designed for the rigors of long-term outdoor photovoltaic use. Whether producing PV wire harnesses or energy storage harnesses—such as MC4-to-XT60I adapters—Dongguan Meihua strictly adheres to this principle.
Our MC4 PV connector wire harnesses may come at a slightly higher price; this is not due to superfluous manufacturing steps, but rather the use of a rigorous dual-layer molding process that eliminates the shortcomings of cheap, single-step molding. Skipping a step might save money upfront, but investing in a reliable, multi-stage process ensures long-term peace of mind and confidence.
 telephone
telephone
 Contact US
Contact US